“Celebrar 25 años es significativo, pero nuestro verdadero enfoque siempre ha sido crear un legado basado en la confiabilidad y la confianza”, afirma Robert Lutz, fundador de Packland. “Ese compromiso nos ha guiado desde el inicio y continuará impulsándonos hacia el futuro mientras servimos a clientes y socios durante muchos años más”.
Hacia operaciones sin errores
Transferencia de calor en la mesa de secado

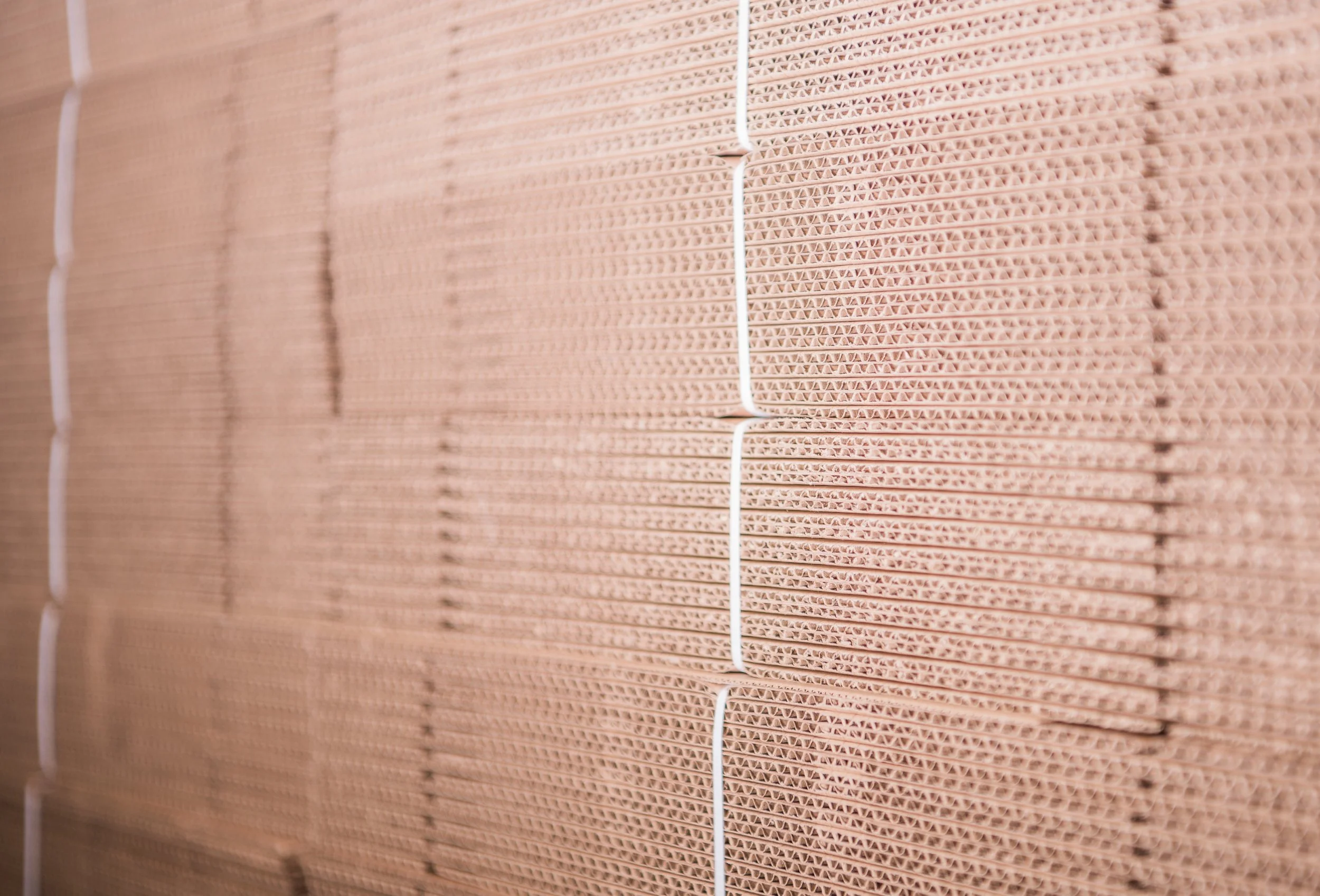
¿Sus rodillos corrugadores le están costando dinero? Aquí le mostramos cómo solucionarlo
Si usted trabaja en la industria del corrugado, ya sabe: los rodillos de corrugado son el corazón de su operación. Dan forma a cada flauta, influyen en cada unión, y cuando algo está mal, lo siente rápidamente en la calidad del cartón y en el tiempo de inactividad. Esta guía le muestra exactamente cómo realizar el mantenimiento de rodillos de corrugado sin rodeos.







Un enfoque integral de evaluación, capacitación y automatización puede ayudar a reducir el número y el impacto de los errores humanos.