

Mesa de secado BHS
Este artículo es la introducción al tercer capítulo del libro Tecnología de fabricación del cartón corrugado: En busca de la excelencia operativa de la corrugadora de Arturo Plaza (2022).
La temperatura (T) y la humedad (H) tienen un impacto significativo en la calidad del cartón corrugado. El balance de estos dos factores son la clave para producir láminas de cartón, bien pegadas, planas, sin defectos superficiales como ampollas, costillas o falsos hendidos que afectan la calidad, la productividad y sobre todo la rentabilidad de las empresas productoras de cartón corrugado.

Esquema de temperaturas en corrugadora
Cabe aclarar que, en todos los esquemas de temperatura de la corrugadora, no se especifican los tipos de papeles y como explicaremos más adelante, no todos los papeles se trabajan en el mismo rango. Hay que poner especial cuidado a los papeles ligeros de alta densidad que requieren temperaturas aún más bajas.
Muy alta temperatura y alta absorbencia del adhesivo en el papel, pueden debilitar el pegado interno entre papeles. Mantener correctamente bajas temperaturas y suficiente baja aplicación de adhesivo reducirá considerablemente el debilitamiento del pegado y la resistencia de los papeles, así como defectos derivados del desbalance de estos factores:
1. Menor riesgo de hendidos reventados (Liner Cracking)


2. Delaminado del cartón
3. Delaminado de las cejas de pegado

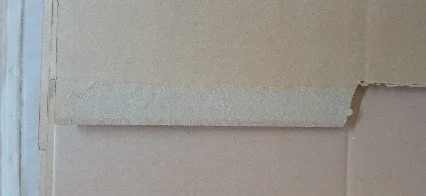
El resultado después de la conversión en una troqueladora plana (FBDC) se muestra en la siguiente imagen. La FBDC (Flat Bed Die Cutter) no pudo cortar la lámina de cartón sin rasgarla. Esto se debió a que el cartón tenía un contenido de humedad muy bajo como consecuencia del sobrecalentamiento. Un bajo contenido de humedad ocasiona tensiones residuales en el papel. A medida que la troqueladora comienza a cortar la lámina de cartón, las tensiones residuales se liberan en forma de desgarre en sentido transversal CD (a 90° con respecto a la dirección de la tensión).
Después de algunas modificaciones, las temperaturas en la corrugadora habían disminuido significativamente (por debajo de 100° C) y el problema ilustrado en la imagen anterior ya no era evidente.
La temperatura excesiva del liner en la mesa de secado antes de pegar con el medium corrugado es una de las razones por las que aparecen ampollas en el liner externo del cartón corrugado.
Ampollas en la superficie del cartón corrugado.
La temperatura del liner externo que ingresa a la mesa caliente y los ajustes de temperatura a lo largo de la mesa son factores cruciales que determinan la calidad de la superficie de las láminas de cartón corrugado terminadas. Los cambios de calidad del papel en la corrugadora a menudo requieren cambios en el ajuste de la temperatura.
Hoy día, ante la demanda de lotes pequeños, es aún una práctica común dejar los ajustes de vapor sin cambios, en lugar de modificarlos cada vez que cambia el gramaje del papel.
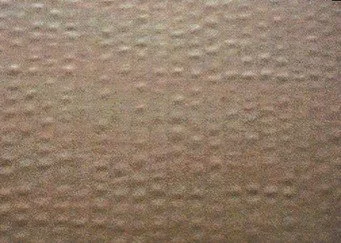
La imagen a continuación, muestra tres estructuras de cartón corrugado con varios gramajes de papel. Los liners externos son Kraftliner de 140 g/m², Kraftliner de 120 g/m² y Kraftliner de 100 g/m².
Estas tres combinaciones se produjeron con los mismos ajustes de temperatura de la corrugadora: los mismos niveles de presión de vapor y la misma velocidad. Con el papel más pesado, el liner externo Kraftliner (liner virgen) de 140 g/m² (foto superior en la imagen anterior), las láminas de cartón son uniformes y planas, y la calidad de la superficie del cartón corrugado es buena.
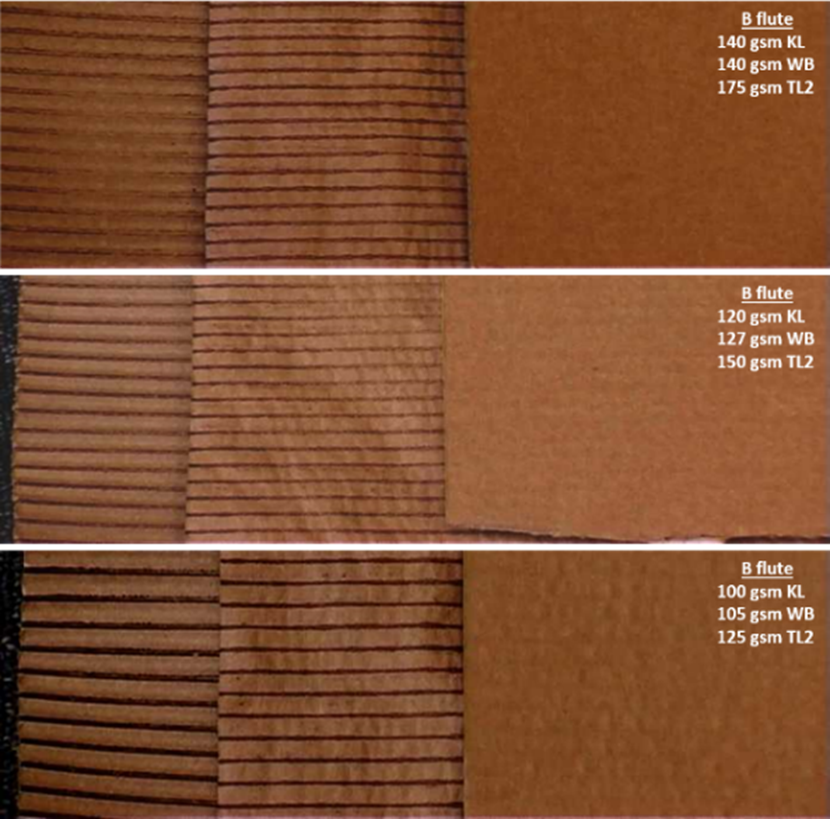
A medida que el peso del liner externo disminuye de 140 g/m² a 120 g/m² y finalmente a 100 g/m² (foto inferior de la imagen anterior), aparecen ampollas en la superficie del cartón corrugado. Las ampollas se debieron a la omisión de cambiar los ajustes de temperatura y las velocidades para los gramajes de papel más ligeros, lo que resultó en un aumento de la temperatura del papel. La temperatura elevada provocó una contracción significativa del papel. Una vez terminado y ya no influenciado por la temperatura o la tensión, el cartón excesivamente seco en el apilador comienza rápidamente a absorber la humedad del aire. La humectación provoca dilataciones y aparecen ampollas entre las crestas de las flautas.
Preste mucha atención a los ajustes de temperatura, especialmente después de los cambios de calidad para los gramajes de papel ligero. No caliente el papel por encima de los 100° C y minimice la aplicación de calor cuando sea posible.
La planicidad del cartón corrugado es una propiedad muy importante. Cuando el papel se calienta, pierde humedad y se encoge. Cuando se aplica el adhesivo al papel, absorbe el agua y se expande. En principio, las temperaturas del papel deben mantenerse lo más bajas posible a lo largo de la corrugadora. También se debe tener en cuenta el agua absorbida por el papel junto con el adhesivo, y se debe aplicar la menor cantidad de agua posible. Conociendo el % de sólidos del adhesivo y los gramajes del papel, los operadores pueden equilibrar las aplicaciones de adhesivo para agregar cantidades proporcionales de agua en el cabezote, así como en la mesa de secado.
La contracción diferencial entre los lados superior e inferior del cartón corrugado a menudo puede provocar problemas de cartón combado o abarquillado. Cuando el cartón corrugado se seca en la mesa caliente de la corrugadora, el calor se aplica a través del liner inferior. Como resultado, el cartón corrugado siempre tendrá una temperatura más alta en la cara inferior que en la cara superior después de la mesa de secado. Aunque esto es inevitable, podemos intentar reducir la diferencia de temperatura.
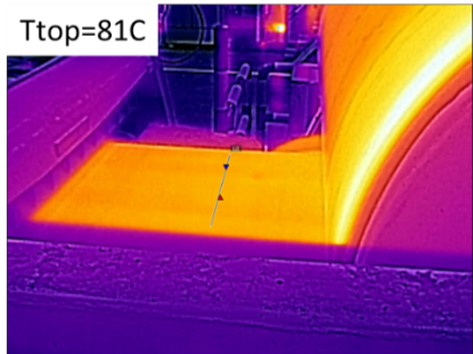
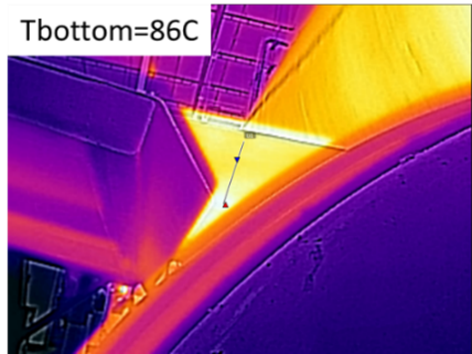
Diferencial de temperatura en la mesa de secado.
La diferencia de temperatura objetivo entre los lados superior e inferior del cartón corrugado debe ser inferior a 10-15° C para cartón sencillo y de 15-20° C para doble corrugado. Esto se puede lograr siguiendo algunos consejos sencillos:

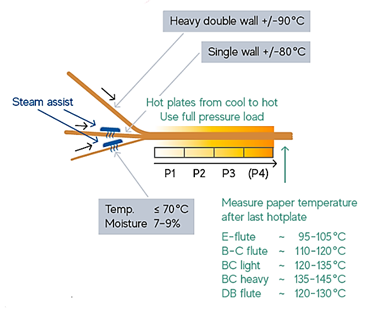
1. Configure en cascada las temperaturas del triple precalentador, como se muestra en el diagrama.
2. Precaliente el liner interior desde el lado exterior o lado contrario a donde se aplica el adhesivo para gramajes de liner más ligeros y desde el lado interior (o encolado) para gramajes de liner más altos (superiores a 200 g/m²).
3. Coloque regaderas de vapor (Steam Assist) para humectar el liner del single face y el liner exterior.
Programar temperaturas/presiones de vapor progresivas en la mesa de secado, de menor a mayor. Los ajustes de presión de vapor absoluta diferirán según el cartón corrugado producido, pero los siguientes ajustes de presión de vapor pueden servir como guía: 1, 2 y 3 bar para cartón sencillo, y 3, 4 y 5 bar para doble corrugado en el caso de mesas de secado de tres secciones.